誘導加熱(IH)自体は、長年使用されいている技術でその基本原理が変わることはありません。
単純に加熱するだけならその適用は容易なことですが、理想の加熱工程を実現するのは容易ではなく、いくつかの検討要素があります。
- 何度まで温度を上げるか
- 被加熱物(ワークピース)の熱特性と電気的特性および質量
- コイルデザインのカップリング効率
- 被加熱物(ワークピース)を固定する治具への熱伝導による熱損失
さらに対流や放射熱も考えなくてはなりません。
アロニクスは、過去の経験と実績を踏まえ、様々な要素を考慮した最適な形での誘導加熱装置をご提案いたします。
誘導加熱を検討するためのキーファクタ
| 被加熱物(ワークピース) | 電源 | コイル |
|---|---|---|
| 材料の特性 | 出力 | 直径 |
| サイズと形状 | 周波数 | 形状 |
| コイルの中での位置 | 電気容量、冷却水 | 巻数 |
被加熱物(ワークピース)の特性
固有抵抗

物体は、その材質によって電気の流れにくさ(抵抗率[固有抵抗])が異なります。
カーボンや鉄、タングステン、錫などは比較的電気抵抗が高いので、電流に対して強い抵抗となり、加熱効率が高くなります。
一方、銅やアルミ、真鍮などは抵抗が低く加熱効率も低くなります。
つまり抵抗率の低い材質のワークは加熱効率が低いため、より多くの電力を必要とします。
<参考>異なる28種類の金属の抵抗率のチャートです。
磁性体と非磁性体
磁性体は非磁性体と比べ、ヒステリシス損による効果があるので加熱しやすい材料です。
磁性体は誘導コイルの中で磁界の急峻な変化に抵抗し、結果としてその摩擦は渦電流による加熱に加えて、ヒステリシス加熱と言われる熱を発生させます。この場合の高い抵抗を示す金属は、透磁率が高いとと言われます。
透磁率は、磁性体では100から500の間の値を示し、非磁性体の透磁率は1です。
ヒステリシス加熱はキューリーポイント以下の温度で発生し、それ以上ではその効果を失います。
- ヒステリシス加熱
- 金属が磁化され、その方向が変動するときに分子間の摩擦により発熱
- キューリーポイント
- 磁性体がその磁気特性を失う温度。鉄の場合で通常730℃
誘導加熱電源
誘導加熱電源は加熱用コイルを介して交流電流を送ることにより、被加熱物(ワークピース)の回りに磁界を発生させます。
浸透深さ("skin depth")
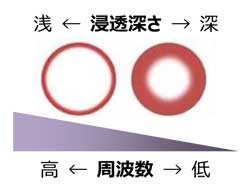
被加熱物(ワークピース)の中に誘導される電流はそのほとんどが表面に集中し、表面から離れるほど(ワークの中心部に近づくほど)電流が流れにくくなります。
したがって表面は内部に比べ急激に加熱します。
この現象は表皮効果("skin effect")と呼ばれており、熱の80%は一番外側の表皮で発生し、その電流の流れる深さを浸透深さ("skin depth")と呼びます。
動作(共振)周波数が低いほど、電気抵抗率(固有抵抗)が高いほど、浸透深さ("skin depth")は深くなります。
周波数
交流電流の周波数と、被加熱物(ワークピース)の浸透深さには相関関係があります。
5kHzから30kHzの低い周波数は、材料の深部にまで加熱を要求される厚い材料に適しており、100kHzから400kHzの高い周波数は小さな部品や浅い加熱に適しています。
高い周波数での加熱では加熱レートが高くなります。
| 周波数 | 450kHz | 1MHz | 10MHz | 20MHz |
|---|---|---|---|---|
| 温度 ℃ | 20 | 20 | 20 | 20 |
| 透磁率 | 1 | 1 | 1 | 1 |
| 抵抗率 | 5 | 5 | 5 | 5 |
| 浸透深さ | 0.010" | 0.007" | 0.0022" | 0.0014" |
出力
電源の出力は、加熱される被加熱物(ワークピース)での昇温スピードを決定します。
たとえば、あるろう付け(ブレージング)のプロセスが3kWで行われていれば、5kWに上げることにより、より速くプロセスが完了します。
しかしながら、電源の出力を大きくしようとすれば、電源のサイズと重量は大きくなり、また電気施設や冷却水の能力もさらに大きいものが必要になります。
電源に関する詳細は誘導加熱電源の概要へ。
加熱用コイル

加熱用コイルは一般的に1/8"から3/16"径の銅チューブで作られ、通常水冷されます。
コイルのサイズと形状は、1ターンからマルチターンまで、ヘリカル、丸、角、そしてワークピースの内置きか外置きかなど、ワークピースの形状とプロセスの幅などを反映します。
優れたコイルデザインは最適な熱分布を提供し、またワークピースの挿入と取り出し易さを維持したまま電源の効率を最大限に引き出します。
コイル形状のの重要性に関しては、テクニカルノートの"コイルデザインと製作"でさらに詳しく触れられています。
コイルに関する詳細は誘導加熱用コイルへ。
カップリング効果
カップリングは、被加熱物(ワークピース)に流れる電流の量と、被加熱物(ワークピース)とコイルの間の距離との関係に比例します。
密なカップリングは、電流を増大し、被加熱物(ワークピース)に発生する熱を増やします。