硬化時間を短縮

硬化は、エポキシ、フェノリック、ポリエステル、シリコンなどの高分子材料に化学的または分子レベルでの構造変化を始めさせるか触媒作用を及ぼすために使用されるあらゆるプロセスを伴います。
これらの材料は、接着、コーティングの保護、シーリング、絶縁などを目的としたいろいろな製品に応用されています。
通常、誘導加熱は金属やその他の導電性のある材料の加熱に用いられますが、プラスチックや他の非導電性材料においても、熱伝導の為に導電性のある金属をサセプタとして使用することにより、効率的に加熱を行うことができます。
代表的な硬化アプリケーションのための高周波電源の出力レンジは、被加熱体や要件によりますが、約1から5kWです。
誘導加熱(IH)の材料の硬化 適用事例動画
誘導加熱活用による利点
高価なオーブン、時間のかかるバッチやホットプレート方式の処理に比べて、誘導加熱による硬化は大きなメリットがあります。
- 最小の設置面積
- 低い材料コスト
- 大幅なエネルギー節約:サセプタプレートにのみエネルギーを供給するため、廃熱を最小限にします
- 作業環境の改善:使用者は温度の上昇する部屋にさらされず、空調の必要性を低減します
- 生産率の改善:誘導加熱は、生産ラインに統合されます
- 出力と品質を改良:正確な制御と監視が再現可能な高品質な結果をもたらします
- 安全性の改良:プロセス全体の温度を下げ、火災の危険性を排除します
エポキシの硬化
誘導加熱を用いた金属パーツ接着のための接着剤硬化は、クラッチプレート、ブレーキシュー、バンパー部品の組み立てなど多くの自動車製造工程で使われています。
シャフトは通常、小型モーターの製造ではかご型回転子に接着されています。
コピー機では、プラスチック部品がアルミローターに接着されます。
これは熱可塑性接着剤でメタルシャフトにフォームローラーを固定する応用で、ローラーが磨耗したらシャフトを加熱しフォームローラーは交換されます。
フィルタアセンブリの接着
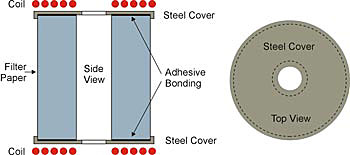
フィルタアセンブリは、スチールまたはアルミのカバーとフィルタペーパーの間で熱硬化性材料を硬化させることにより生産されます。
上図に示すように、二つのパンケーキ型誘導コイルが、上部と底部を加熱するために使用されます。
加熱されるものが移動するときは、長いパンケーキ型のコイルが使われます。
フィルタ自身にダメージを与えず、冷却されたときでも十分な接着力があるように、150-175°Cで部分加熱します。
ヒートサイクルは、約5-10秒です。
お客様の声
「誘導加熱で私たちは、フィルター部分の接着剤の硬化時間を30秒から6秒に短縮し、以前は手動のプロセスだったが自動化することができました。」
-自動車フィルター製造
「対流式オーブンの代わりに誘導加熱を使用することによって、私たちは、86フィートから13フィートに生産ラインの設置面積を減らすことができました。
また、火災の危険を減らすことによって、エネルギー消費量の削減と従業員の安全性を増加させました。
しかし私たち最大のメリットは、生産稼働率です。
以前は月当たり256分のダウンタイムがありましたが、限りなくゼロに近づくことが予想されます。」
-自動車フィルター製造
接着剤による接着は、接着剤の溶解・硬化を加速するために、金属下地の部分的な加熱が必要です。
このプロセスの接着剤による結合は、理想的な状態である内側から外側へ硬化が進みます。これにより閉じ込められていたガスが接着剤から取り除かれます。
材料の硬化のアプリケーションノート
材料の硬化のアプリケーションノート(適用事例)を準備しております。
ご希望の方は、「お問い合わせフォーム」よりご遠慮なくお問い合わせください。